






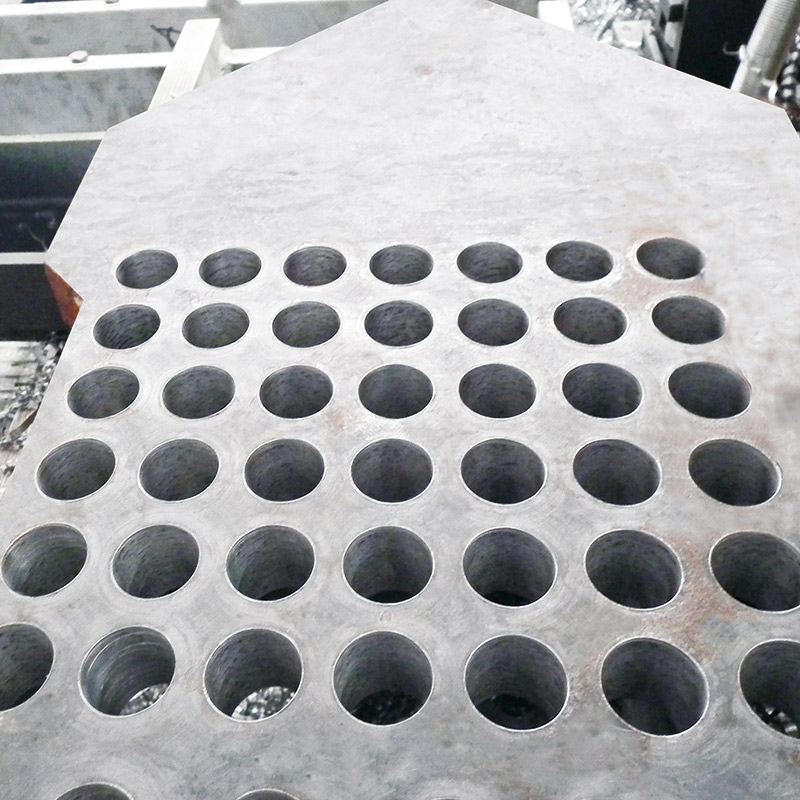
Machin perçage CNC PHD2020C pou plak asye




| Maksimòm machinasyonmateryèlgwosè | Dyamèt | φ2000mm |
| Asyèt | 2000 x 2000mm | |
| Epesè maksimòm plak trete a | 100 milimèt | |
| atelye travay | Lajè T-groove | 22 milimèt |
| Tèt pouvwa perçage | Dyamèt maksimòm perçage nan yon dril asye gwo vitès | φ50 mm |
| Dyamèt maksimòm perçage nan dril karbid simante | φ40 milimèt | |
| Dyamèt maksimòm fraisage | φ20mm | |
| Konik file koton | BT50 | |
| Pouvwa motè prensipal la | 22kW | |
| Maksimòm koupl file koton ≤750r/min | 280Nm | |
| Distans soti nan figi anba afile kotonsou tab travay la | 250—600 milimèt | |
| Mouvman longitudinal Gantry (aks-x) | MaksimòmStwoke | 2050 milimèt |
| Vitès mouvman aks X la | 0—8m/minit | |
| Pouvwa motè sèrvo aks X la | Anviwon 2 × 1.5kW | |
| Mouvman lateral tèt pouvwa a(Aks Y) | Kou maksimòm tèt pouvwa a | 2050mm |
| Pouvwa motè sèrvo aks Y la | Anviwon 1.5kW | |
| Mouvman tèt pouvwa a(Aks Z) | Vwayaj aks Z | 350 milimèt |
| Pouvwa motè sèrvo aks Z la | Anviwon 1.5 kW | |
| presizyon pozisyonman | Aks X,Aks Y | 0.05mm |
| Repete presizyon pozisyon | Aks X,Aks Y | 0.025mm |
| Sistèm pneumatik | Presyon ekipman pou lè ki nesesè | ≥0.8MPa |
| Pouvwa motè transporteur chip | 0.45kW | |
| Refwadisman | Mòd refwadisman entèn | refwadisman ak bwouya lè |
| Mòd refwadisman ekstèn | Refwadisman dlo sikile | |
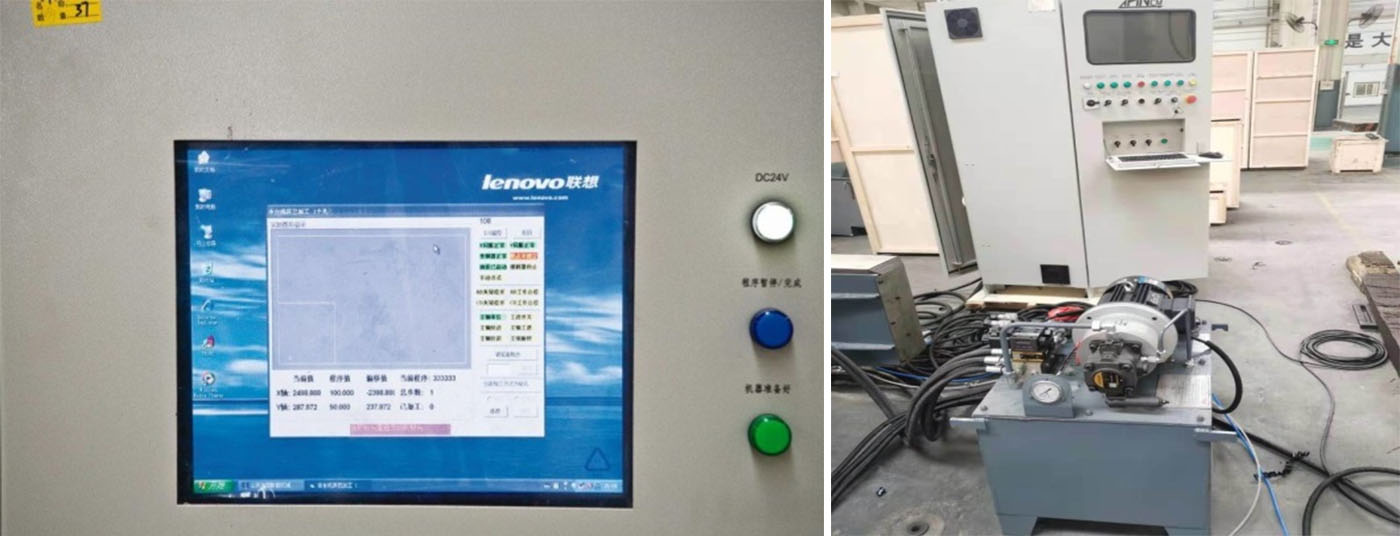
| Sistèm elektrik | CNC | Siemens 808D |
| Kantite aks CNC yo | 4 | |
| Machin prensipal la | Pwa | Anviwon 8500kg |
| Dimansyon jeneral(L × la × wotè) | Anviwon 5300(3300)×3130 ×2830 milimèt |
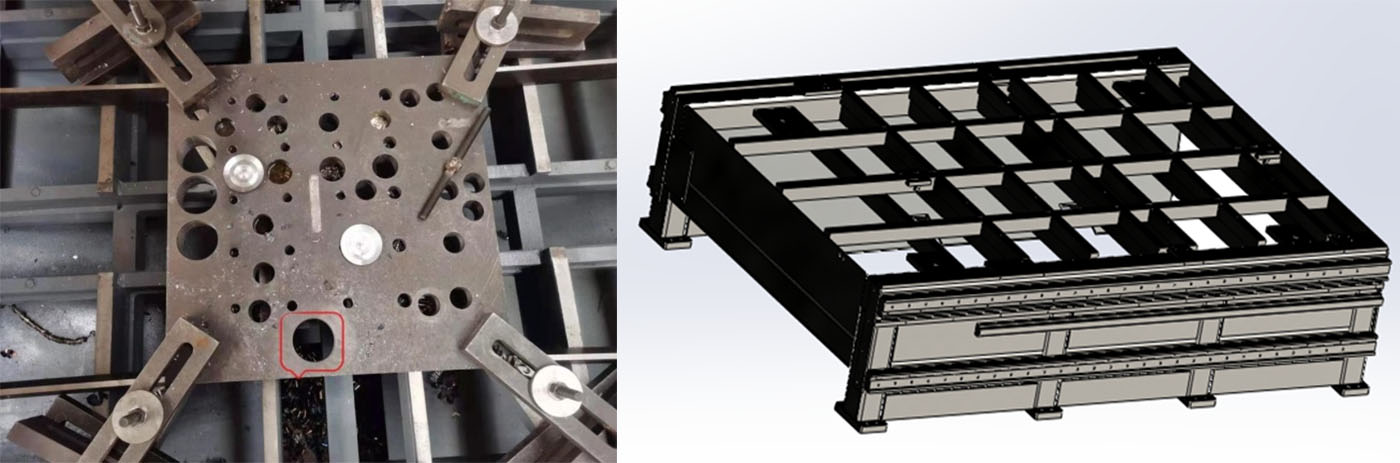
1. Machin sa a konsiste sitou de yon kabann ak yon plak glisman longitudinal, yon tab glisman gantry ak transverse, yon tèt pouvwa perçage, yon aparèy retire chip, yon sistèm pneumatik, yon sistèm refwadisman espre, yon sistèm wilaj santralize, yon sistèm elektrik ak plis ankò.
2. Mandrin tèt perçage a adopte yon mandrin presizyon ki fèt nan Taiwan, ak yon wotasyon presizyon ki wo ak yon bon rijidite. Li ekipe ak yon twou konik BT50, sa ki fè li fasil pou chanje zouti. Li ka sere tou de forè espiral ak forè karbid simante, sa ki pèmèt yon pakèt aplikasyon. Frais fen ki gen ti dyamèt yo ka itilize pou fraisaj lejè. Mandrin lan mache ak yon motè frekans varyab, sa ki pèmèt yon pakèt aplikasyon.

3. Machin zouti a gen kat aks CNC: aks pozisyonman gantry (aks-x, doub kondwi); Aks pozisyonman transvèsal (aks Y) tèt pouvwa perçage; Aks alimantasyon tèt pouvwa perçage (aks Z). Chak aks CNC gide pa yon ray gid lineyè presizyon epi yo kondwi pa yon motè sèrvo AC + yon vis boul.
4. Machin zouti a ekipe ak yon CONVEYOR chip plat ak yon chèn nan mitan plato machin nan. Yo kolekte chip fè yo nan CONVEYOR chip la, epi yo transpòte yo nan CONVEYOR chip la, ki trè pratik pou retire chip yo; Yo resikle likid refwadisman an.
5. Kouvèti pwoteksyon fleksib yo enstale sou ray gid aks x ak aks y sou tou de bò zouti machin nan.
6. Sistèm refwadisman an gen efè refwadisman entèn ak refwadisman ekstèn.
7. Sistèm CNC machin zouti a ekipe ak Siemens 808D ak yon volan elektwonik, ki gen fonksyon pwisan ak operasyon senp. Li ekipe ak yon koòdone RS232 epi li gen fonksyon pou wè ak verifye pwosesis la ankò. Koòdone operasyon an gen fonksyon dyalòg moun-machin, konpansasyon erè ak alam otomatik, epi li ka reyalize pwogramasyon otomatik CAD-CAM.
| NON. | Non | Mak | Peyi |
| 1 | Lray gid anndan | HIWIN/PMI/ABBA | Taywann, Lachin |
| 2 | Pè vis boul | HIWIN/PMI | Taywann, Lachin |
| 3 | CNC | Siemens | Almay |
| 4 | motè sèrvo | Siemens | Almay |
| 5 | Chofè sèrvo | Siemens | Almay |
| 6 | Koton presizyon | KENTURN | Taywann, Lachin |
| 7 | Lubrifikasyon santralize | BIJUR/HERG | Etazini / Japon |
Nòt: Sa ki anwo a se founisè estanda nou an. Li posib pou ranplase li ak konpozan menm kalite ki soti nan yon lòt mak si founisè ki anwo a pa ka founi konpozan yo an ka ta gen nenpòt pwoblèm espesyal.



Pwofil Konpayi an  Enfòmasyon sou faktori a
Enfòmasyon sou faktori a  Kapasite Pwodiksyon Anyèl
Kapasite Pwodiksyon Anyèl  Kapasite Komès
Kapasite Komès 





