



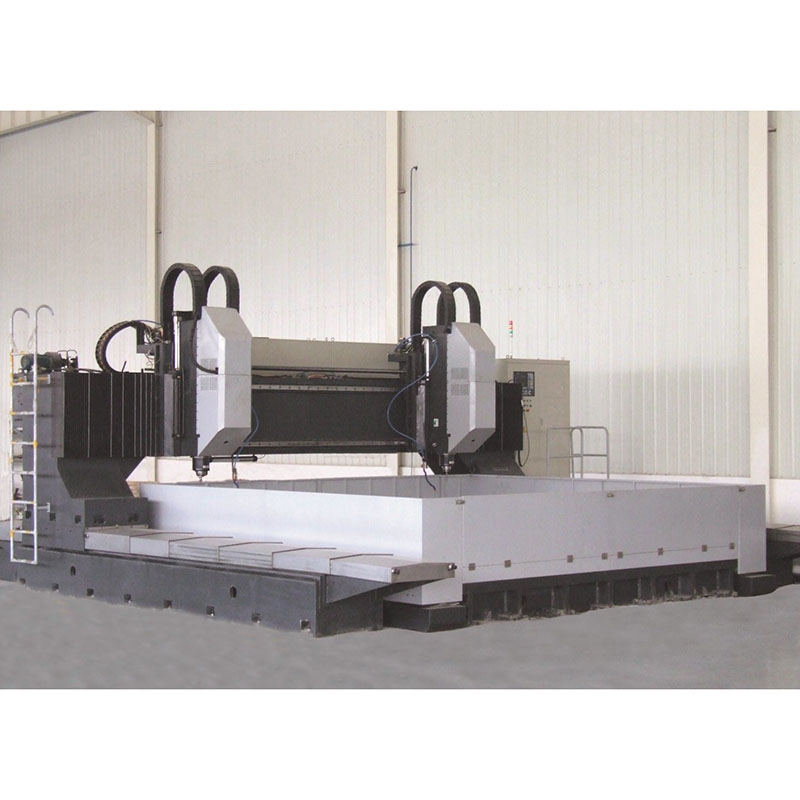




Machin perçage plak CNC mobil Gantry seri PHM




| Atik | Non | Paramèt | ||||
| PHM3030B | PHM4040C-2 | PHM5050C-2 | PHM6060A-2 | |||
| Gwosè maksimòm plak la | L x W | 3000*3000 milimèt | 4000 * 4000mm | 5000 * 5000nn | 6000 * 6000mm | |
| Epesè Maksimòm | 250mm | |||||
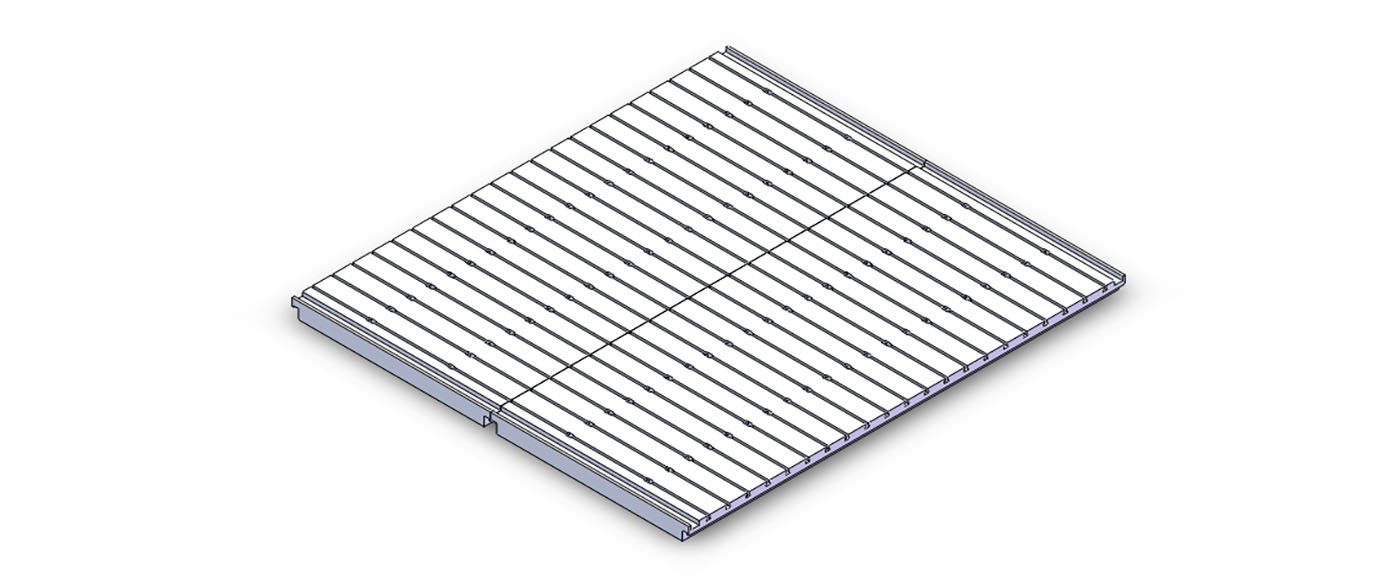
| Tab Travay | Lajè plas T | 28 mm (estanda) | ||||
| Chaje pwa | 3tòn/㎡ | |||||
| Perçage file koton | Maksimòm ForagetwouDyamèt | Φ80 milimèt | ||||
| Longè tij file koton an kont dyamèt twou a | ≤10 | |||||
| Vis maksimòm pou tape | M30 | |||||
| SaksRPM | 30~3000 r/min | |||||
| Tep aks | BT50 | |||||
| Pouvwa motè file koton | 2 * 37kW | |||||
| Koupl Maksimòm n≤750r/min | 470Nm | |||||
| Distans ki soti nan sifas anba file koton an rive nan tab travay la | 280~780 milimèt (reglabl selon epesè materyèl la) | |||||
| Presizyon pozisyonman | Aks X,Aks Y | 0.052mm/plenkonjesyon serebral | 0.064mm/plen konjesyon serebral | 0.08mm/plenkonjesyon serebral | 0.1mm/vwayaj konplè | |
| Presizyon pozisyonman repete | Aks X,Aks Y | 0.033mm/vwayaj konplè | 0.04mm/plen vwayaj | 0.05mm/vwayaj konplè | 0.06mm/vwayaj konplè | |
| Sistèm idwolik | Presyon ponp idwolik/Debi | 15MPa /22L/min | ||||
| Pouvwa motè ponp idwolik | 5.5 kW | |||||
| Sistèm pneumatik | Presyon lè konprese | 0.5 MPa | ||||
| Sistèm elektwonik | Sistèm kontwòl CNC | Siemens 828D | ||||
| Aks CNC Nonb | 4 | 6 | ||||
| Pouvwa total | Anviwon 65KW | Anviwon 110kW | ||||
| Dimansyon jeneral | L × L × H | Anviwon 7.8 × 6.7 × 4.1m | A pwopo 8.8 × 7.7 × 4.1 mèt | Anviwon 9.8 × 8.7 × 4.1m | Anviwon 9.8 × 8.7 × 4.1m | |
| Manan mapwa chin | Anviwon 30/35Tòn | Anviwon 42tsou | A pwopo50tsou | A pwopo60tsou | ||
1. Kò ak travès machin nan fèt ak yon estrikti soude, apre yon tretman chalè ase pou vyeyisman, avèk yon presizyon trè bon. Tab travay la, tab glisman transvèsal la ak bès la, tout fèt an fè fonn. Sistèm doub servo kondwi sou de bò yo sou aks X la asire mouvman paralèl presi portique a ak bon vètikalite aks Y ak aks X yo.

2. Tab travay la fèt an fè fonn, sa ki asire yon pèfòmans ki estab.
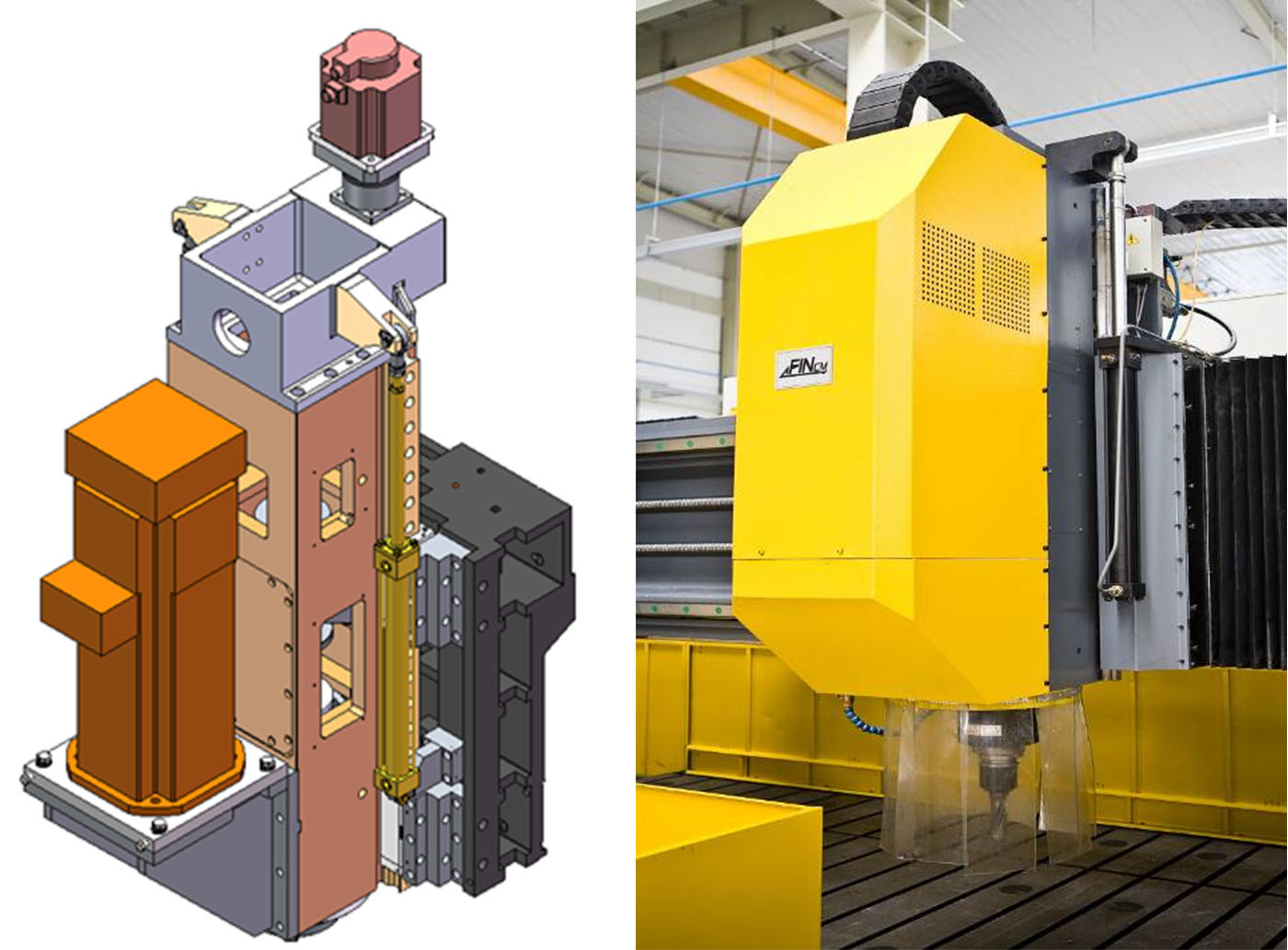
3. Mandrin perçage a se yon mandrin rijid ki gen gwo presizyon, tip BT50, ak yon sistèm refwadisman entèn, epi zouti fasil pou chanje. Vitès mandrin lan se 30 ~ 3000 r/min.
4. Sou de bò tab travay la gen de aparèy retire chip tip plak-chèn, yo ka kolekte likid bato a ak likid refwadisman an nan aparèy la, epi yo ka resikle likid refwadisman an.
5. Machin nan gen de fason refwadisman - refwadisman entèn ak refwadisman ekstèn, ase presyon ak to koule, epi gen konpozan avètisman enspeksyon nivo likid refwadisman, ki asire ase wilaj ak refwadisman pou zouti perçage a.
6. Machin nan gen yon sistèm wilaj otomatik, ki bay ase wilaj serye pou pwen mouvman kle yo, tankou ray gid, vis boul ak woulo bi, ki asire lavi konpozan mobil kle yo.
7. ATC: Magazin zouti lineyè a gen 12 zouti.
8. Sistèm kontwòl CNC a se Siemens828D, ak fonksyon pwisan, pwogramasyon CAD-CAM otomatik, operasyon fasil, avètisman otomatik ak konpansasyon erè.

Sistèm CNC Siemens
9. Konpozan kle yo ki sou kontra, tankou ray gid lineyè roulo, vis boul, motè sèrvo ak chofè sèrvo, file koton, sistèm CNC, ponp idwolik, valv ak ponp refwadisman, elatriye, tout soti nan mak mondyal ki renome, kidonk machin nan gen yon fyab trè wo ak yon pèfòmans ki estab.
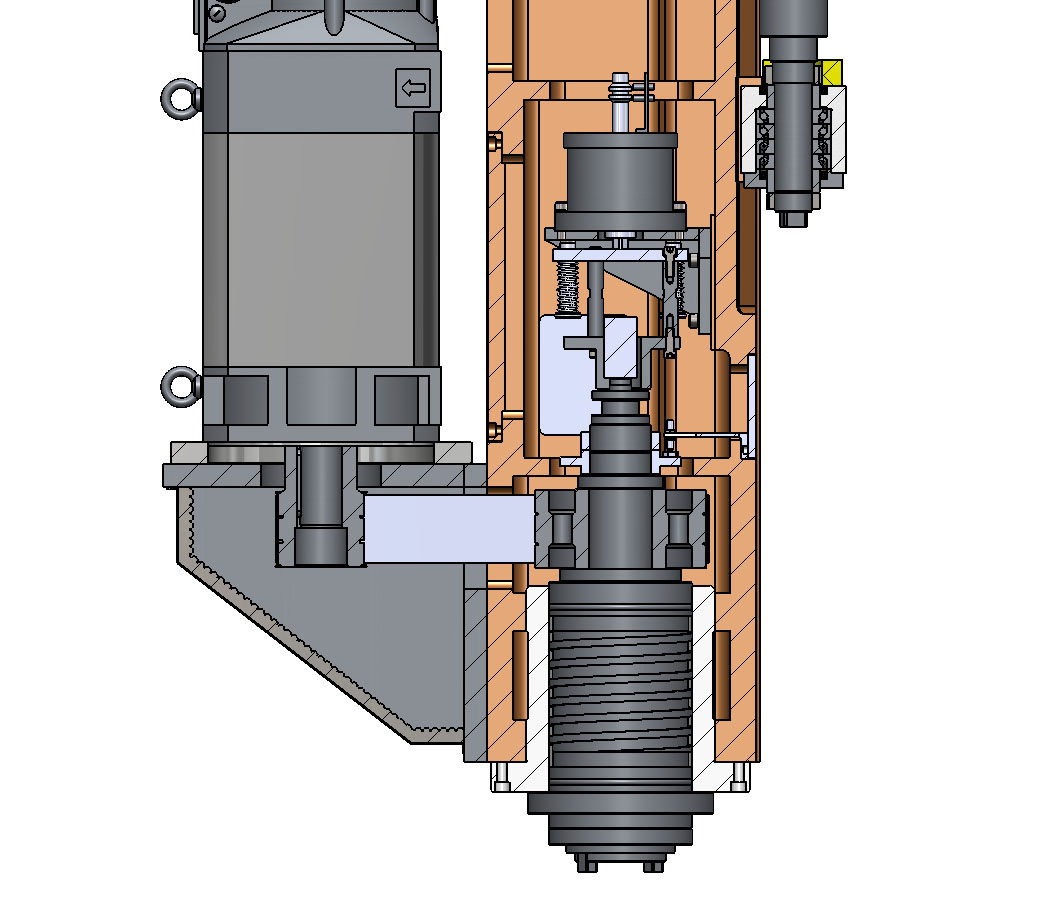
Koton presizyon

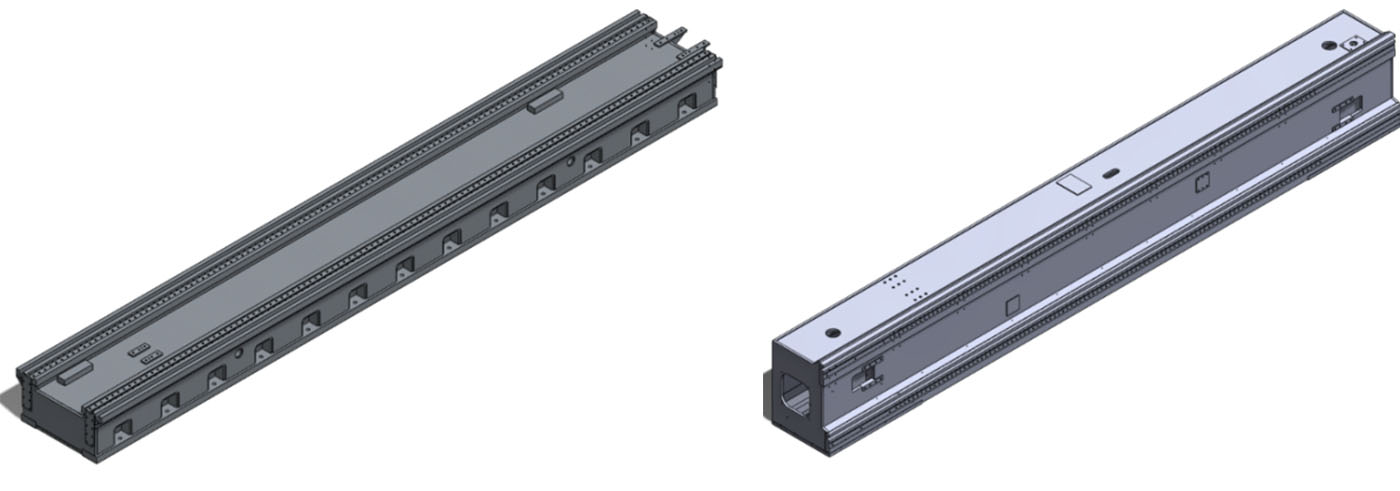
Transporteur chip
Aparèy refwadisman
Aparèy lubrifikasyon otomatik
| No | Non | Mak | Peyi |
| 1 | Ray gid lineyè roulo | HIWIN/HTPM | Lachin Taywann/ Lachin kontinantal |
| 2 | Sistèm kontwòl CNC | SIEMENS | Almay |
| 3 | Alimantasyon motè sèrvo ak chofè sèrvo | SIEMENS | Almay |
| 4 | Koton egzak | SPINTECH /KRETOUNEN | Lachin Taywann |
| 5 | Valv idwolik | YUKEN /JISMAK | Japon/Lachin Taywann |
| 6 | Ponp lwil | JISMAK | Lachin Taywann |
| 7 | Sistèm lubrifyan otomatik | HERG | Japon |
| 8 | Bouton, Endikatè,Lkonpozan elektwonik ki gen vòltaj ba | ABB/SCHNEIDER | Almay/Frans |
Nòt: Sa ki anwo a se founisè estanda nou an. Li posib pou ranplase li ak konpozan menm kalite ki soti nan yon lòt mak si founisè ki anwo a pa ka founi konpozan yo an ka ta gen nenpòt pwoblèm espesyal.



Pwofil Konpayi an  Enfòmasyon sou faktori a
Enfòmasyon sou faktori a  Kapasite Pwodiksyon Anyèl
Kapasite Pwodiksyon Anyèl  Kapasite Komès
Kapasite Komès 
