Machin perçage plak CNC mobil PLM4020 Gantry




(1) Kò chasis machin nan ak travès la fèt ak yon estrikti soude, apre yon tretman chalè ase pou vyeyisman, avèk yon presizyon trè bon. Tab travay la, tab glisman transvèsal la ak piston an, tout fèt an fè fonn.

(2) Sistèm doub servo kondwi de bò yo sou aks X la asire mouvman paralèl egzak portik la, ak bon kareraj aks Y ak aks X la.
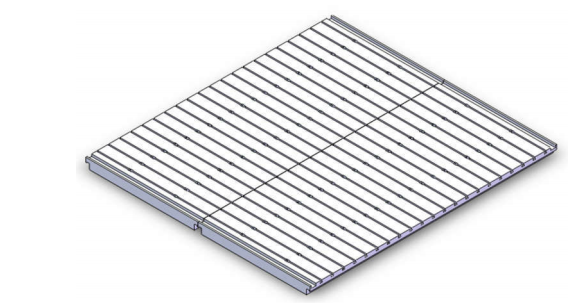
(3) Tab travay la adopte yon fòm fiks, fè jete kalite siperyè ak yon pwosesis Distribisyon avanse, ak yon gwo kapasite pou pote.
(4) Syèj kote yo pote a gen yon gwo rijidite, kote yo pote a adopte yon metòd enstalasyon do-a-do, epi li gen yon vis presizyon segondè pou mete l.
(5) Mouvman vètikal (aks Z) tèt pouvwa a gide pa pè gid lineyè roulo ki ranje sou tou de bò belye mouton an, ki gen bon presizyon, gwo rezistans Vibration ak koyefisyan friksyon ki ba.
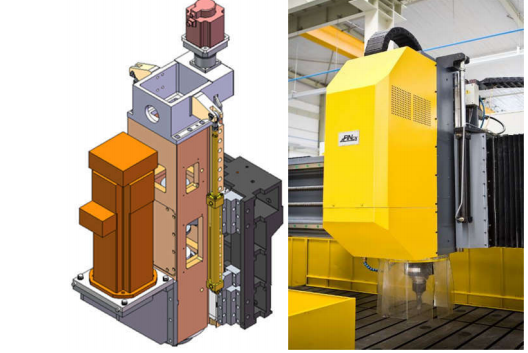
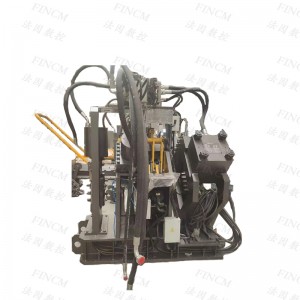
(6) Bwat pouvwa perçage a se yon kalite file koton presizyon rijid, ki adopte file koton refwadisman entèn Taiwan BT50. Twou kòn file koton an gen yon aparèy pirifikasyon, epi li ka itilize yon perçage refwadisman entèn karbid simante, avèk gwo presizyon. File koton an kondwi pa yon motè sèrvo file koton gwo puisans atravè yon senti senkron, rapò rediksyon an se 2.0, vitès file koton an se 30 ~ 3000r/min, epi seri vitès la laj.

(7) Machin nan itilize de retire chip plat ak chèn sou tou de bò tab travay la. Yo kolekte chip fè yo ak likid refwadisman an nan retire chip la. Yo transpòte chip fè yo nan transpòtè chip la, ki trè pratik pou retire chip yo. Likid refwadisman an resikle.

(8) Machin nan bay de kalite metòd refwadisman - refwadisman entèn ak refwadisman ekstèn. Ponp dlo wo presyon an itilize pou founi likid refwadisman ki nesesè pou refwadisman entèn, ak gwo presyon ak gwo koule.

(9) Machin nan ekipe ak yon sistèm wilaj otomatik, ki ponpe lwil lubrifyan an nan blòk glisman pè gid lineyè a, nwa vis boul la ak kousinen woulo chak pati regilyèman pou fè wilaj ki pi sifizan ak serye a.
(10) Ray gid aks X yo sou tou de bò machin nan ekipe ak kouvèti pwoteksyon an asye pur, epi ray gid aks Y yo enstale ak kouvèti pwoteksyon fleksib.
(11) Machin zouti a ekipe tou ak yon detektè kwen fotoelektrik pou fasilite pozisyonman pyès won yo.
(12) Machin zouti a fèt epi enstale ak tout ekipman sekirite. Pout pòtay la ekipe ak yon platfòm pou mache, yon balistrad, ak yon nechèl pou monte sou bò kolòn nan pou asire sekirite pèsonèl operasyon ak antretyen an. Yon kouvèti transparan an PVC mou enstale toutotou aks prensipal la.
(13) Sistèm CNC a ekipe ak Siemens 808D oubyen Fagor 8055, ki gen fonksyon pwisan. Entèfas operasyon an gen fonksyon dyalòg moun-machin, konpansasyon erè ak alam otomatik. Sistèm nan ekipe ak yon volan elektwonik, ki fasil pou opere. Ekipe ak yon òdinatè pòtab, pwogramasyon otomatik CAD-CAM la ka reyalize apre yo fin enstale lojisyèl òdinatè siperyè a.

| Atik | Non | Valè |
|---|---|---|
| Gwosè maksimòm plak la | L x W | 4000 × 2000 milimèt |
| Gwosè maksimòm plak la | Dyamèt | Φ2000mm |
| Gwosè maksimòm plak la | Epesè Maksimòm | 200 milimèt |
| Tab Travay | Lajè plas T | 28 mm (estanda) |
| Tab Travay | Dimansyon tab travay la | 4500x2000mm (Longè x Lajè) |
| Tab Travay | Chaje pwa | 3 tòn/㎡ |
| Perçage file koton | Dyamèt Maksimòm Perçage | Φ60 mm |
| Perçage file koton | Dyamèt maksimòm tape | M30 |
| Perçage file koton | Longè tij file koton an kont dyamèt twou a | ≤10 |
| Perçage file koton | RPM | 30 ~ 3000 r/min |
| Perçage file koton | Kalite kasèt file koton | BT50 |
| Perçage file koton | Pouvwa motè file koton | 22kW |
| Perçage file koton | Koupl Maksimòm (n≤750r/min) | 280Nm |
| Perçage file koton | Distans ki soti nan sifas anba file koton an rive nan tab travay la | 280~780 mm (reglabl selon epesè materyèl la) |
| Mouvman Longitudinal Gantry (Aks X) | Vwayaj Maksimòm | 4000 milimèt |
| Mouvman Longitudinal Gantry (Aks X) | Vitès mouvman sou aks X la | 0 ~ 10m/min |
| Mouvman Longitudinal Gantry (Aks X) | Pouvwa motè sèrvo aks X la | 2 × 2.5kW |
| Mouvman Transvèsal Spindle (Aks Y) | Vwayaj Maksimòm | 2000mm |
| Mouvman Transvèsal Spindle (Aks Y) | Vitès mouvman sou aks Y la | 0 ~ 10m/min |
| Mouvman Transvèsal Spindle (Aks Y) | Pouvwa motè sèrvo aks Y la | 1.5kW |
| Mouvman Alimantasyon Koton (Aks Z) | Vwayaj Maksimòm | 500 milimèt |
| Mouvman Alimantasyon Koton (Aks Z) | Vitès manje aks Z a | 0 ~ 5m/min |
| Mouvman Alimantasyon Koton (Aks Z) | Pouvwa motè sèrvo aks Z la | 2kW |
| Presizyon pozisyonman | Aks X, aks Y | 0.08/0.05mm/vwayaj konplè |
| Presizyon pozisyonman repete | Aks X, aks Y | 0.04/0.025mm/vwayaj konplè |
| Sistèm idwolik | Presyon ponp idwolik/Debi | 15MPa /25L/min |
| Sistèm idwolik | Pouvwa motè ponp idwolik | 3.0kW |
| Sistèm pneumatik | Presyon lè konprese | 0.5 MPa |
| Retire fatra ak sistèm refwadisman | Kalite retire fatra | Chèn plak |
| Retire fatra ak sistèm refwadisman | Nimewo pou retire dechè. | 2 |
| Retire fatra ak sistèm refwadisman | Vitès retire fatra | 1m/minit |
| Retire fatra ak sistèm refwadisman | Pouvwa motè | 2 × 0.75kW |
| Retire fatra ak sistèm refwadisman | Fason refwadisman | Refwadisman enteryè + Refwadisman ekstèn |
| Retire fatra ak sistèm refwadisman | Presyon Maksimòm | 2MPa |
| Retire fatra ak sistèm refwadisman | Maksimòm to koule | 50L/min |
| Sistèm elektwonik | Sistèm kontwòl CNC | Siemens 808D |
| Sistèm elektwonik | Nimewo Aks CNC yo | 4 |
| Sistèm elektwonik | Pouvwa total | Anviwon 35kW |
| Dimansyon jeneral | L × L × H | Anviwon 10 × 7 × 3 mèt |
| Non. | Non | Mak | Peyi |
|---|---|---|---|
| 1 | Ray gid lineyè roulo | Hiwin | Lachin Taywann |
| 2 | Sistèm kontwòl CNC | Siemens/ Fagor | Almay/Espay |
| 3 | Alimantasyon motè sèrvo ak chofè sèrvo | Siemens/Panasonic | Almay/Japon |
| 4 | Koton egzak | Spintech/Kenturn | Lachin Taywann |
| 5 | Valv idwolik | Yuken/Justmark | Japon/Lachin Taywann |
| 6 | Ponp lwil | Jismark | Lachin Taywann |
| 7 | Sistèm lubrifyan otomatik | Herg/BIJUR | Japon/Ameriken |
| 8 | Bouton, Endikatè, konpozan elektwonik ki ba vòltaj | ABB/Schneider | Almay/Frans |
| Non. | Non | Gwosè | Kantite |
|---|---|---|---|
| 1 | Detektè kwen optik | 1 moso | |
| 2 | Kle egzagonal enteryè | 1 seri | |
| 3 | Pòt zouti ak boulon rale | Φ40-BT50 | 1 moso |
| 4 | Pòt zouti ak boulon rale | Φ20-BT50 | 1 moso |
| 5 | Penti rezèv | – | 2 barik byè |
1.Alimantasyon: 3 faz 5 liy 380 + 10% V 50 + 1 HZ
2. Presyon lè konprese: 0.5MPa
3. Tanperati: 0-40 ℃
4. Imidite: ≤75%