







PP1213A PP1009S CNC idwolik gwo vitès pwensonaj machin pou kamyon gwo bout bwa




| NON. | Atik | Paramèt | ||
| PP1213A | PP1009S | |||
| 1 | Fòs Pwensonaj | 1200KN | 1000KN | |
| 2 | Maksimòmplakgwosè | 800 × 3500 800 × 7000mm(Pozisyonman segondè) | ||
| 3 | Asyètranje epesè | 4~12mm | 4~12mm | |
| 4 | Estasyon Pwensonaj | Nimewo modil | 13mm | 9mm(5 an tèt, 4 anba) |
| Dyamèt maksimòm pwenson | φ60 | φ50 | ||
| 5 | Gwosè pwenson(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (Yon seri mwazi ak yon epesè plak 8mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (ki gen ladan yon seri mwazi ak epesè plak 8mm) | |
| 6 | Kantite pwensonpa minit | 〉42 | <42 | |
| 7 | Paj deformationlimit | <2mm | <25 | |
| 8 | Kantite kranpon | 3 | ||
| 9 | Presyon sistèm | Hpresyon ki wo | 24MPa | |
| Lpresyon ki ba | 6MPa | |||
| 10 | Apresyon ir | 0.5MPa | ||
| 11 | Pouvwa motè ponp idwolik la | 22kW | ||
| 12 | Pouvwa motè sèrvo aks X la | 5kW | ||
| 13 | Pouvwa motè sèrvo aks Y la | 5kW | ||
| 14 | Kapasite total | 55kVA | ||

1. Plato machin lou a adopte yon estrikti soude plak asye kalite siperyè. Apre soude, yo pentire sifas la pou amelyore kalite sifas la ak kapasite antiwouy plak asye a. Pati soude yo nan plato tour la sibi yon tretman chalè pou elimine estrès soude a otank posib.

2. Machin nan gen de aks CNC: aks-x la se mouvman agoch ak adwat kranpon an, aks-Y la se mouvman devan ak dèyè kranpon an, epi gwo rijidite CNC workbench la asire fyab ak presizyon manje a.
3. Arbr kondwi X. Y a adopte vis boul presizyon pou asire presizyon transmisyon an.
4. Aks X ak Y yo adopte yon ray gid lineyè presizyon, ak gwo chaj, gwo presizyon, yon lavi sèvis long nan ray gid la, epi yo ka kenbe yon gwo presizyon nan machin nan pou yon tan long.
5. Motè kondwi aks x ak aks y yo mache ak motè sèrvo AC Alman yo. Aks Y la reyalize fidbak pozisyon bouk semi-fèmen.
6. Machin nan wile grasa yon konbinezon wilaj santralize ak wilaj desantralize, pou machin nan ka nan bon kondisyon pou fonksyone chak fwa.
7. Tab travay CNC a pou deplase materyèl la fiks dirèkteman sou fondasyon an, epi tab travay la ekipe ak yon boul transpò inivèsèl, ki gen avantaj ki genyen nan ti rezistans, bri ki ba ak antretyen fasil.
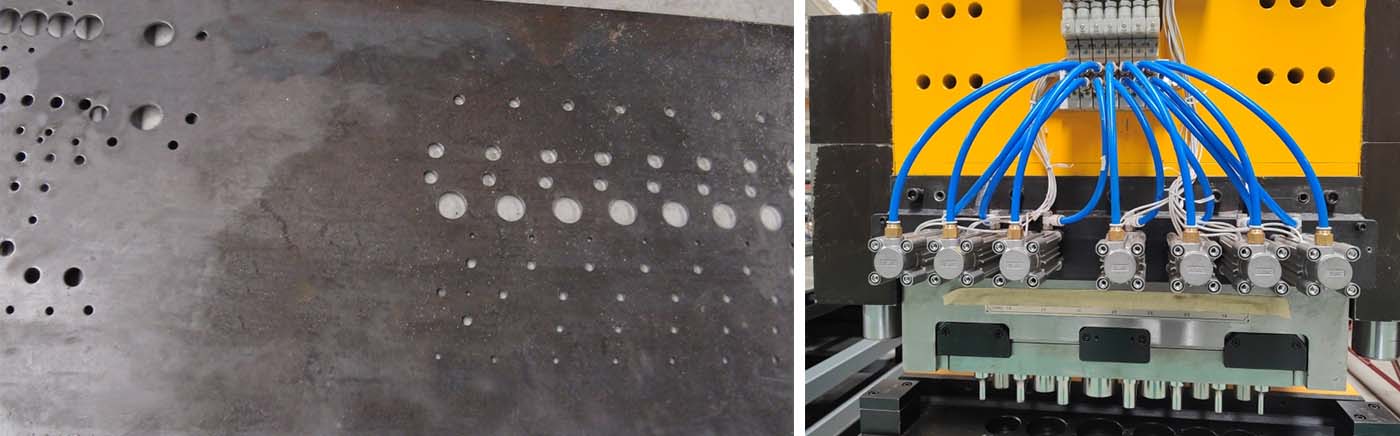
8. Pozisyon mwazi pwensonaj machin nan adopte yon aranjman lineyè doub ranje, epi dyamèt pwensonaj maksimòm lan se 50mm. Piston silenn idwolik la kondwi blòk glisman an, gide pa de gid woulman lineyè pou deplase monte desann, sa ki asire aliyman egzak mwazi a ak pwensonaj la, epi li gen yon lavi sèvis ki long. Chwa pozisyon mwazi pwensonaj la adopte fason silenn pouse ak rale blòk kousen an, ki gen avantaj chanjman mwazi rapid, gwo fyab ak antretyen pratik.
9. Twa kranpon idwolik pwisan kenbe materyèl la, ki ka deplase epi lokalize byen vit. Kranpon an ka monte desann selon varyasyon materyèl la. Distans ki genyen ant kranpon yo ka ajiste selon longè kwen materyèl la.

10. Li gen avantaj ki genyen nan yon tan pwosesis kout, pozisyonman rapid, operasyon senp, mwens espas etaj ak efikasite pwodiksyon segondè.
11. Entèfas òdinatè a an Angle, ki fasil pou operatè yo metrize.
| NO | Non | Mak | Peyi |
| 1 | CNCsistèm | Siemens 808D | Almay |
| 2 | Motè sèrvo akSchofè ervo | Siemens / Panasonic | Almay/ Japon |
| 3 | Gid mouvman lineyè | HIWIN/PMI | Taywann, Japon |
| 4 | Vis boul | I+F/NEEF | Almay |
| 5 | Silenn | SMC/FESTO | Japon / Almay |
| 6 | Relè eta solid | Weidmuller | Almay |
| 7 | Chèn trennen | Igus/CPS | Almay/ Kore di Sid |
| 8 | Ponp doub palèt | Denison/Albè | Etazini |
| 9 | Valv idwolik | ATOS | Itali |
| 10 | Refwadisman lwil | Tongfei/Laber | Lachin |
| 11 | Aparèy wilaj lwil oliv | Èg | Japon |
| 12 | Konpozan elektrik ki ba vòltaj | Schneider | Lafrans |
Nòt: Sa ki anwo a se founisè estanda nou an. Li posib pou ranplase li ak konpozan menm kalite ki soti nan yon lòt mak si founisè ki anwo a pa ka founi konpozan yo an ka ta gen nenpòt pwoblèm espesyal.



Pwofil Konpayi an  Enfòmasyon sou faktori a
Enfòmasyon sou faktori a  Kapasite Pwodiksyon Anyèl
Kapasite Pwodiksyon Anyèl  Kapasite Komès
Kapasite Komès 





